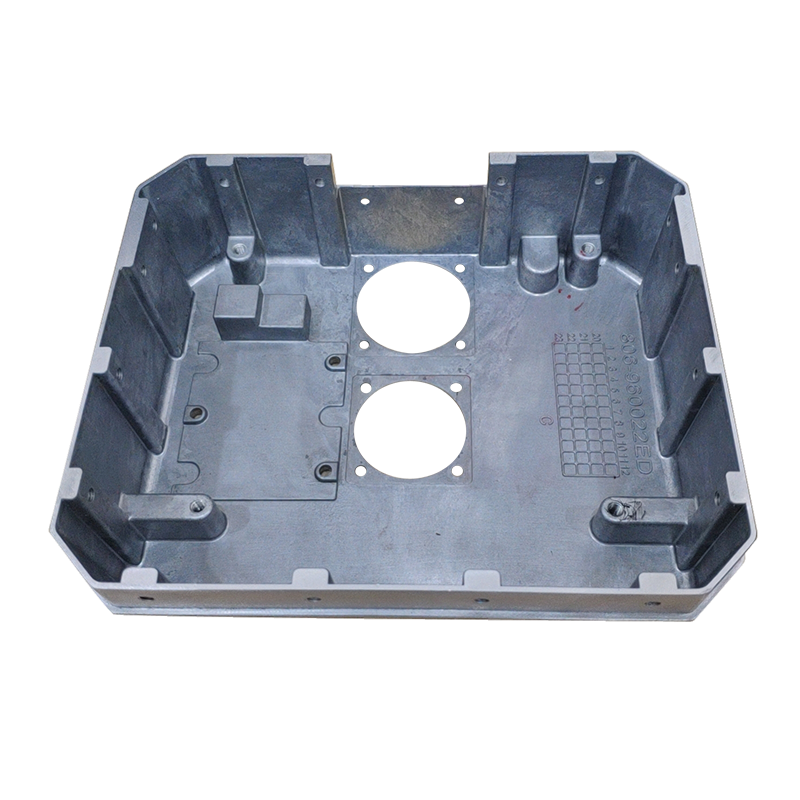
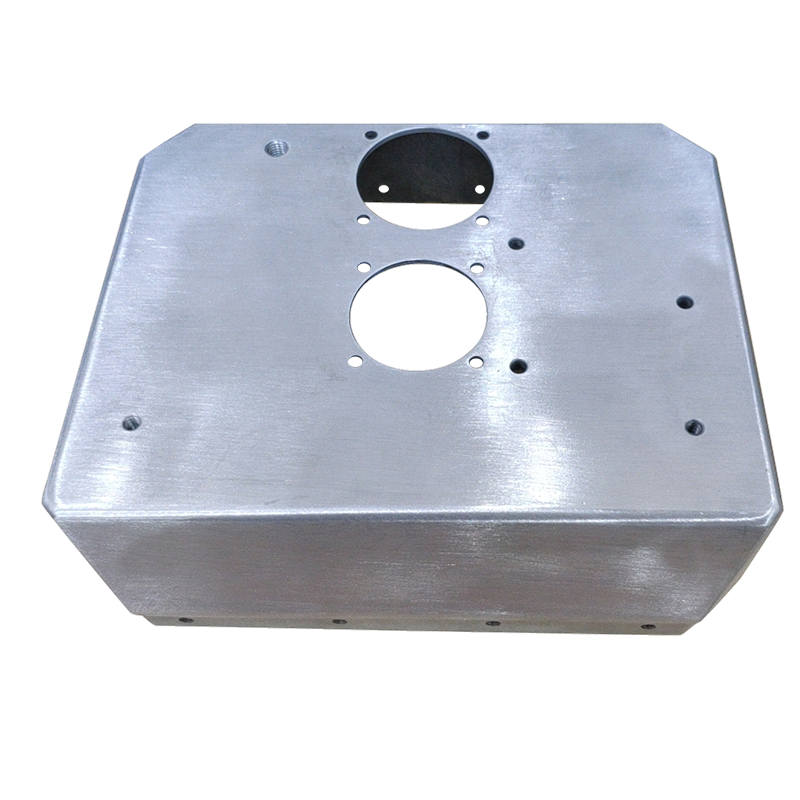
Bakdeksel av støpt aluminium på el-boks
Spesifikasjoner
Kingrun Technology er din komplette kilde til støping. Våre tjenester inkluderer:
Formdesign og produksjon
Aluminiumstøping fra 0,5 kg til 8 kg, maks størrelse 1000 * 800 * 500 mm
Etterbehandling av støping ved hjelp av toppmoderne CNC-maskinering
Overflatebehandling inkludert avgrading, polering, samtalebelegg, pulverlakkering etc.
Montering og pakke: Kartong, pall, eske, trekasser osv. tilpasset etter kundenes krav.
Kingrun-prosjekter dekker et bredt og mangfoldig spekter, inkludert:
5G-telekommunikasjonsprodukter
Forbrukerelektronikk
Bilkomponenter
Belysning

Design- og simuleringsverktøy
● PRO-E, Solid Works, UG eller oversettere etter behov.
● Konsulenttjenester innen støpedesign.
● Flow3D, Castflow, for strømnings- og termisk simulering.
● Prototyping i myke former eller alternative støpeprosesser.
● Analyse og design av porter for optimal strømning og egenskaper
● Intern gjennomgangsprosess for designbeslutninger og planlegging.
● Legeringsvalg som samsvarer med egenskapskrav.
● Design koblet til krav til delers egenskaper.
Inspeksjon av ferdig produkt
Sjekk dimensjonen med skyvelærer, høydemåler og CMM
100 % termisk test med automatisk termisk testlinje for å sikre ytelse
Visuell inspeksjon utføres for å bekrefte at det ikke er noen kosmetiske feil
FAI, RoHS og SGS leveres alltid til kunden
Vanlige spørsmål om støpeprosessen
Hva er kaldkammerstøping?
Kaldt kammer refererer til den relative temperaturen til injeksjonsmekanismen. I kaldtkammerprosessen smeltes metall i en ekstern ovn og transporteres til injeksjonsmekanismen når maskinen er klar til å støpe. Fordi metallet må overføres til injeksjonsmekanismen, er produksjonsratene vanligvis lavere enn i varmtkammerprosessen. Aluminium, kobber, noe magnesium og sinklegeringer med høyt aluminiuminnhold produseres ved hjelp av kaldtkammerstøpeprosessen.
Hva er god designpraksis for støpte deler?
• Veggtykkelse – Støpegods drar nytte av en jevn veggtykkelse.
• Trekk – Det kreves tilstrekkelig trekk for å trekke støpegodset ut av dysen.
• Avrundinger – Alle kanter og hjørner skal ha en avrunding/radius.